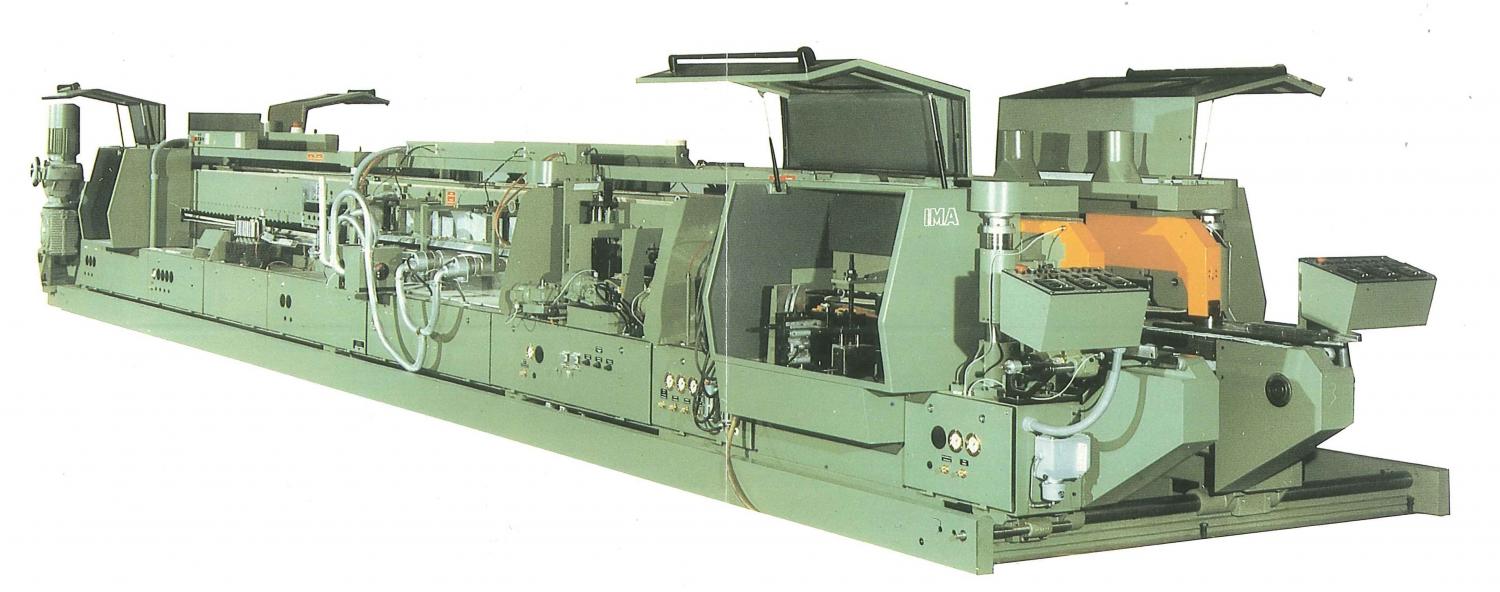
Postforming Fachbegriff für das nachträgliche (post) Verformen (forming) einer bereits aufgebrachten Oberflächenbeschichtung von Werkstoffplatten entlang eines Kantenprofils. Dieses Verfahren wurde erstmals 1976 durch die Firma IMA Klessmann GmbH vorgestellt. Das Oberflächenmaterial wird beim Beschichten der Werkstoffplatte über der profilierten Kante stehen gelassen und in einem nachgeschalteten Prozess von einer Postformingmaschine angeleimt (Takt- und klassisches Durchlaufverfahren). Postformingteile finden überall dort Anwendung, wo Holzwerkstoffe und ihre Kanten besonders starker Belastung durch Feuchtigkeit, Chemikalien und mechanischer Beanspruchung ausgesetzt sind.
PostformingverfahrenTaktverfahrenAusgangsmaterial sind im Kantenbereich profilierte und flächenseits beschichtete Platten.
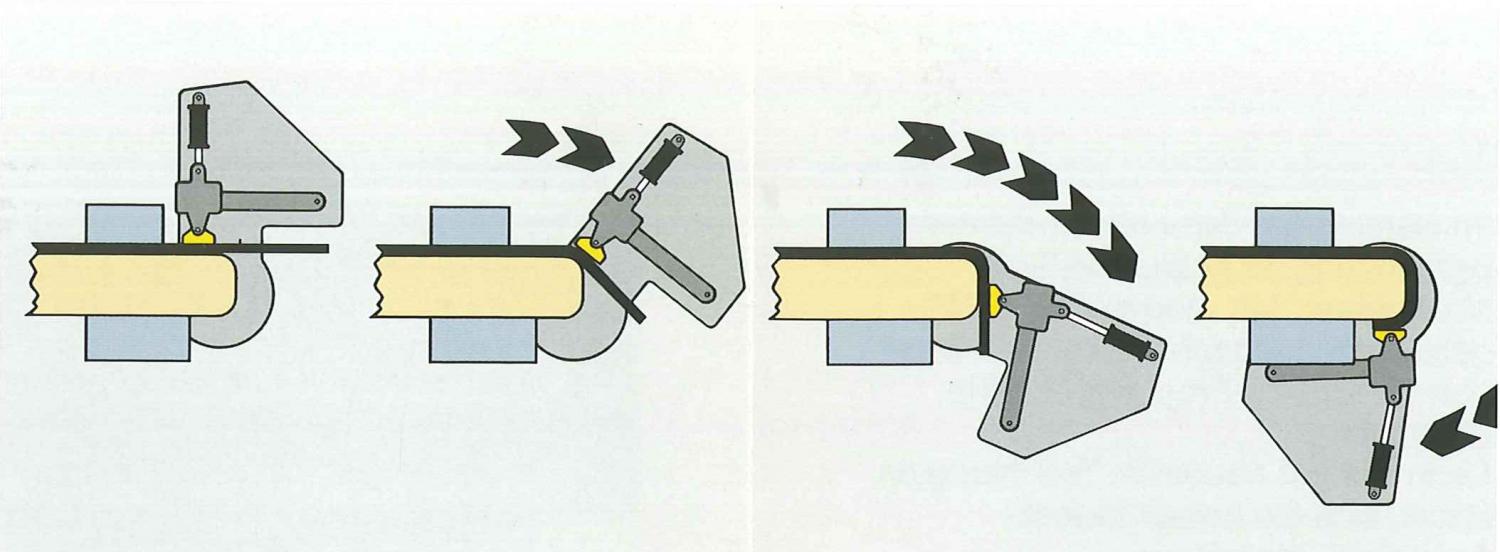
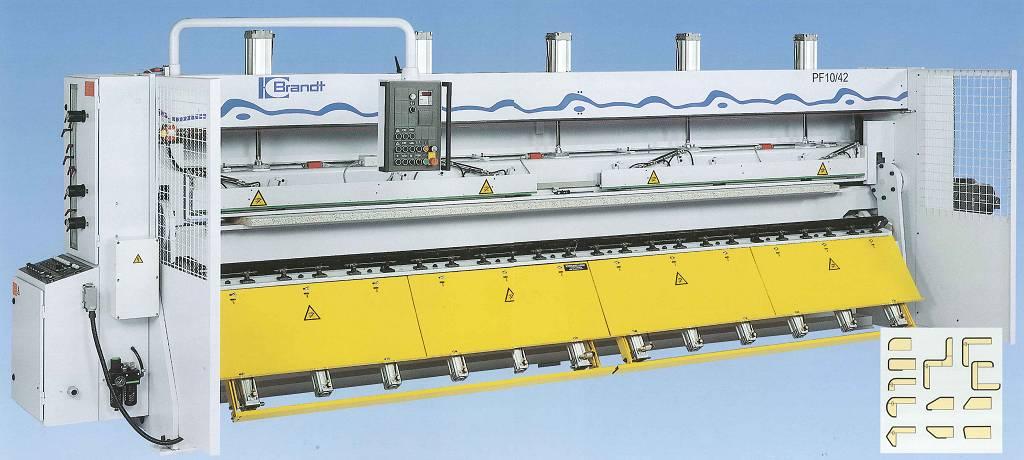
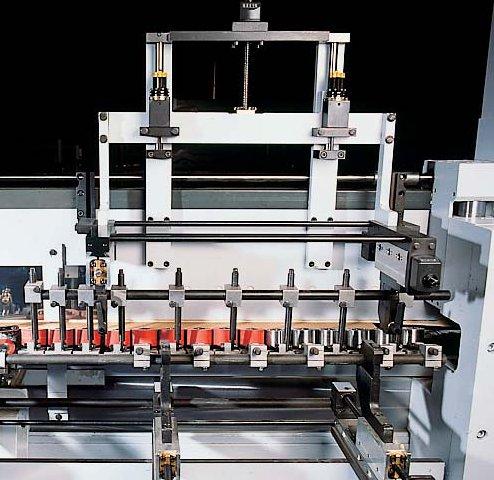
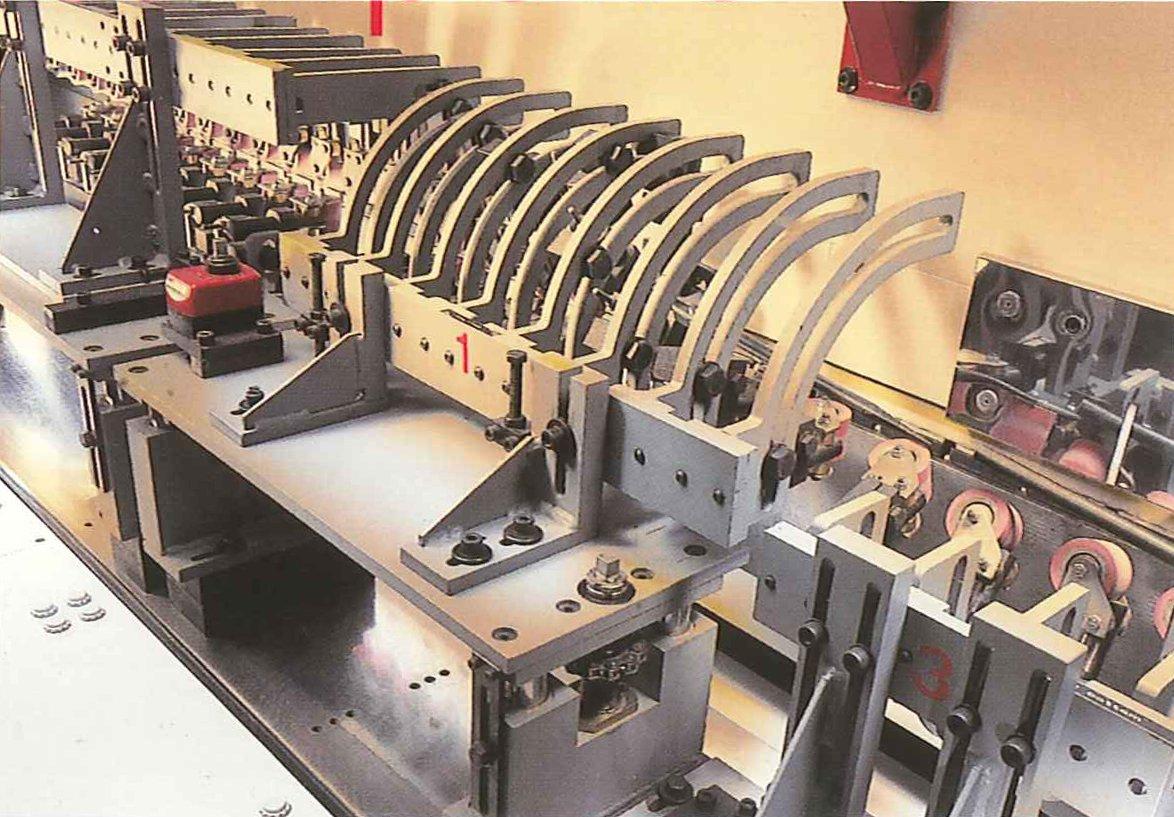
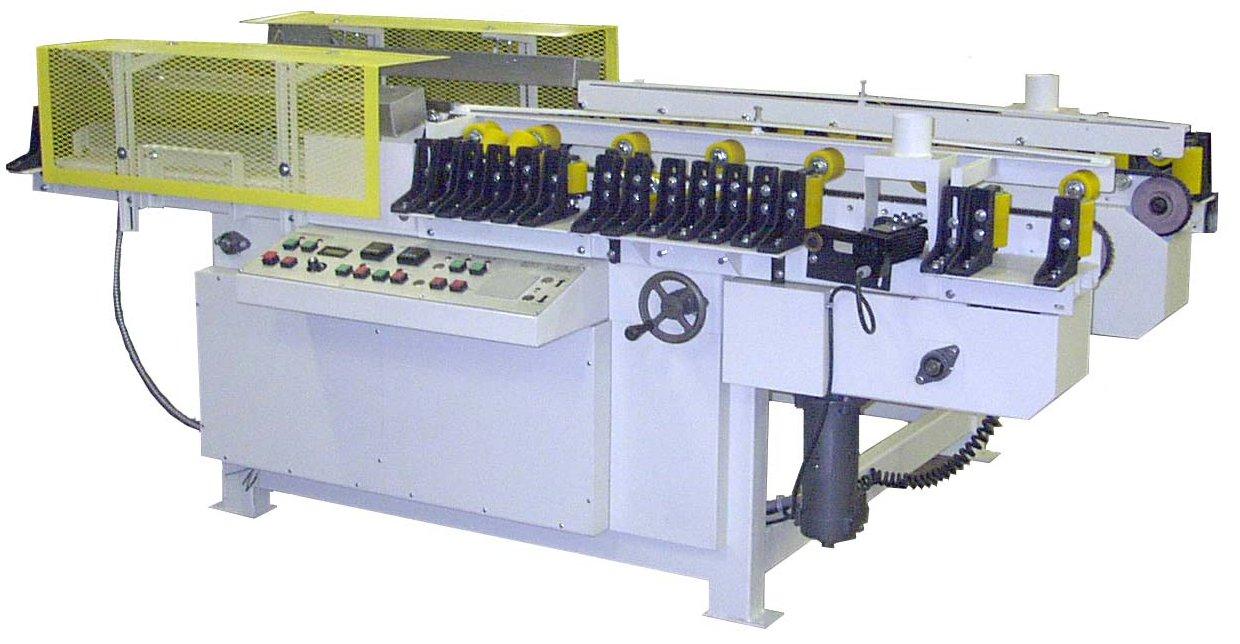
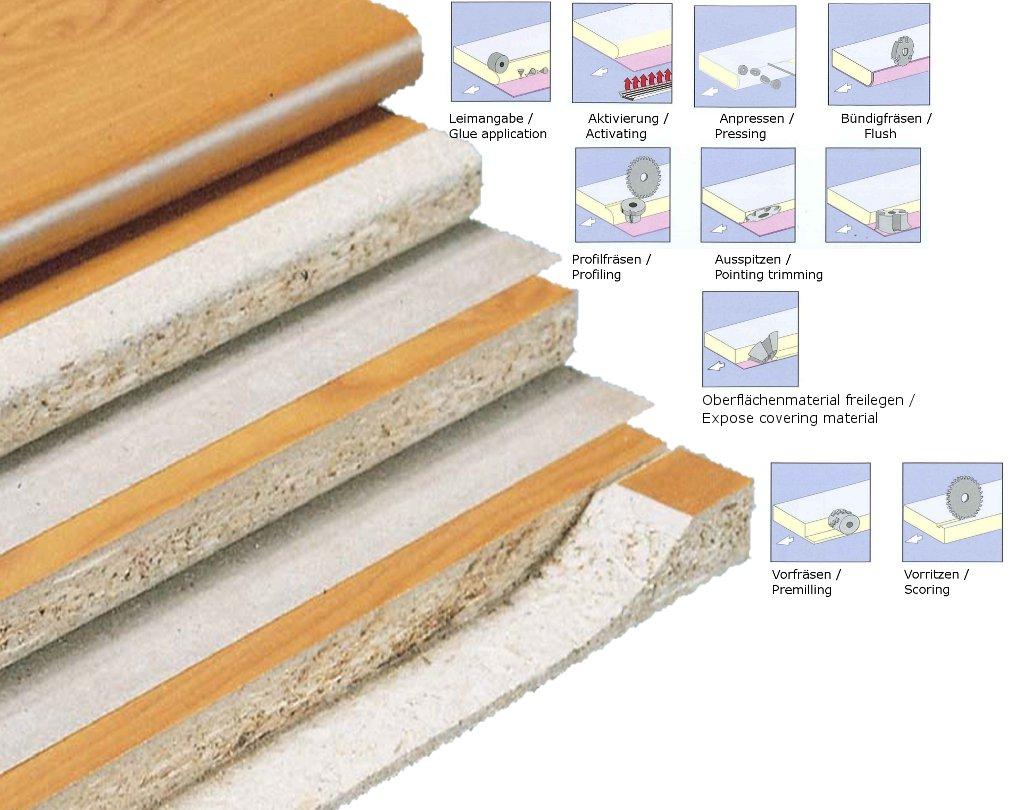
Innenradien treten an Wandabschlüssen von Arbeitsplatten auf. Diese Wandabschlüsse sind in Feuchträumen besonders gefährdet, darum bietet sich hier das Postformingverfahren mit dem Ergebnis einer durchgehenden Beschichtung besonders an. In diesem Fall umfährt nicht die Heizschiene das Profil, sondern das Werkstück wird um die Heizschiene gelegt und der Spalt zwischen den beiden Plattenstücken mit einer passgenauen Leiste geschlossen. (siehe Abbildung) Hersteller von Postformingmaschinen im Taktverfahren (Stand 2010): DurchlaufverfahrenAusgangsmaterial sind flächenseits beschichtete und im Kantenbereich vorprofilierte Kanten. Die Maschine entspricht in ihrem Grundaufbau einer Kantenanleimmaschine. Der entscheidende Unterschied besteht in der Andruckzone. Bei Postformingmaschinen besteht sie aus vielen gummierten Röllchen, welche in ihrer Neigung exakt dem Werkstückprofil angepasst werden können. Beim Einrichten der Maschine wird eine vorprofilierte Platte in die Maschine eingelegt. Die Röllchen der Druckzone werden dem Kantenprofil so zugestellt, dass sie das überstehende Oberflächenmaterial, beginnend von der Fläche, um das Profil herumschlagen. Heizstrahler bzw. Heizgebläse sorgen für die nötige Temperatur zur Verformung. Manche Maschinen verfügen über eine automatische Leimangabestation, bei anderen Maschinen muss der Leim zuvor manuell aufgetragen werden. Je nach Ausstattung folgt ein Bündigfräsaggregat (siehe 'Bündig/Radius/Fasestationen) zum Bündigfräsen des angeleimten Oberflächenmaterials. Weitere Stationen für Sonderbearbeitungen können nachgeschaltet sein. Hoch mechanisierte Maschinen bringen bereits vor dem Anleimen sowohl das zu verformende Oberflächenmaterial als auch das Oberflächenmaterial an der Anschlussseite mittels Fräsaggregat auf ein Maß, welches einen optisch fugenfreien Übergang gewährleistet. Hersteller von Postformingmaschinen für das Durchlaufverfahren bis 25 m/min (Stand 2010): Folgende Oberflächenmaterialien können im Taktverfahren und Durchlaufverfahren verformt werden:
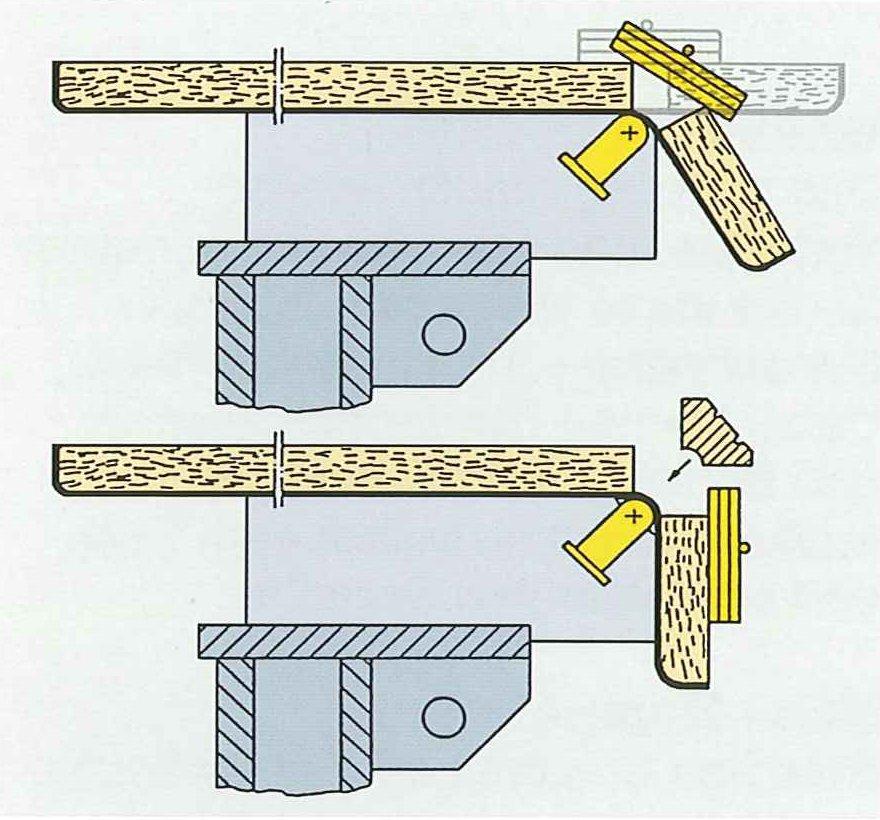
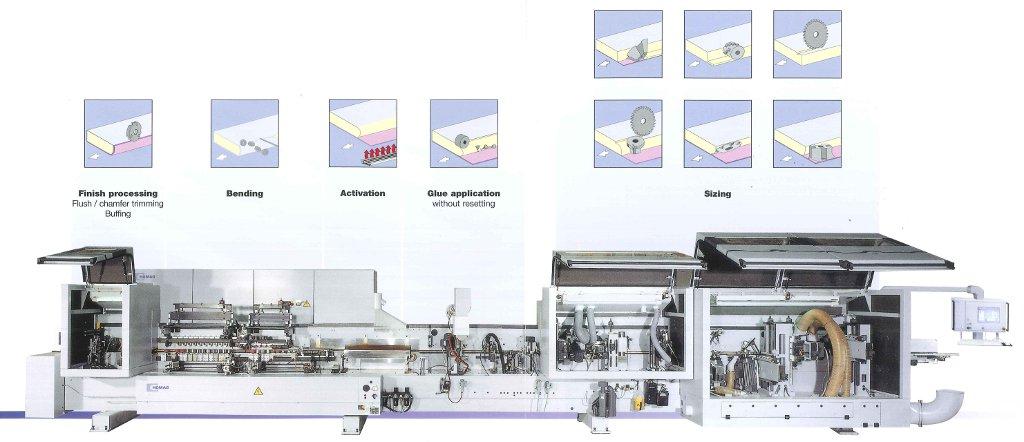
Postforming-DirektverfahrenBeim Postforming-Direktverfahren besteht das Ausgangsmaterial in unprofilierten, beschichteten Platten ohne Überstand des Oberflächenmaterials. Die Maschine profiliert den Verformbereich selbst und legt dabei soviel vom Beschichtungsmaterial frei, wie zum Beschichten der Kante nötig ist (siehe Abbildung). Anschließend wird der Überstand um das Kantenprofil geschlagen, so wie oben im Durchlaufverfahren beschrieben. Vorteile des Direktverfahrens:
Mögliche Oberflächenmaterialien:
Hersteller von Maschinen für Direkt-Postforming im Durchlauf bis 20 m/min (Stand 2010)
Postforming-Klebstoffe
Alternativbegriffe, verwandte Begriffe
|
Bilder