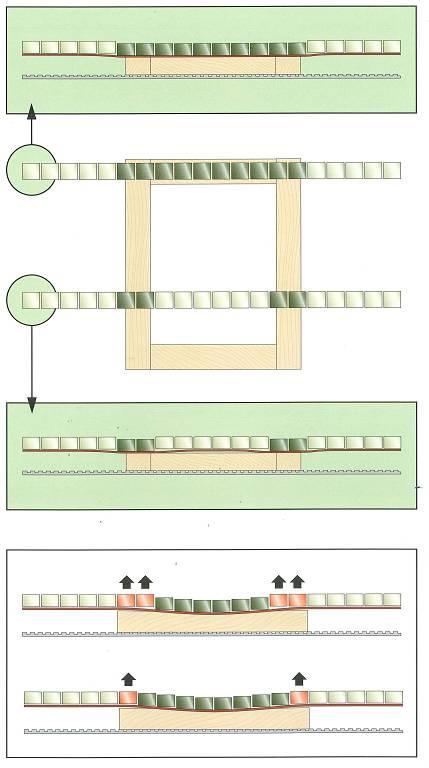
Trzewik sekcyjny Podzielone na segmenty trzewiki szlifierskie, przy czym każdy segment może być poddawany mniejszemu lub większemu naciskowi. Pomiędzy segmenty a taśmę szlifierską przy trzewiku szlifierskim wkłada się taśmę stalową pokrytą filcem i grafitem. Ciśnienie może być wytwarzane przez siłowniki pneumatyczne (większość producentów) lub elektromagnesy (np. Fa. Heesemann). Doskonałego efektu szlifowania można oczekiwać przede wszystkim wtedy, gdy optymalnie dobrany nacisk szlifujący zostanie zastosowany we wszystkich punktach powierzchni obrabianego przedmiotu. Aby to osiągnąć, elektroniczny trzewik szlifierski stale wymaga dokładnych danych o wielkości i położeniu obrabianego przedmiotu w maszynie. Kontur detalu jest skanowany przy wejściu detalu do maszyny. Informacja ta jest przekazywana do sterowania maszyny i przekazywana do segmentów stopy szlifierskiej. Skanowanie konturu obrabianego przedmiotuSkanowanie jest albo mechaniczne za pomocą rolek skanujących, albo bezkontaktowe za pomocą czujników optycznych. W przypadku skanowania za pomocą rolek często zdarza się, że dwie rolki skanują jednocześnie jeden segment wiązki ciśnienia. Dzięki temu maszyny z zmienną regulacją krawędzi mogą wywierać zadany nacisk na segmenty nad krawędziami detalu. Rozwiązania techniczne producentów różnią się w sposobie skanowania, konstrukcji zespołu trzewika szlifierskiego aż do przenoszenia nacisku na obrabiany przedmiot. Trzewiki segmentowe stosowane są zarówno w szlifierkach wzdłużnych (agregat z trzewikiem szlifującym, agregat kombinowany), jak również agregatów do szlifowania poprzecznego (taśmy poprzeczne). Oznaczenia obuwia do szlifowania segmentów poszczególnych producentówBütfering
DMCErnst
HeesemannPaul Ott GmbH
Grupa SCMWłoski producent SCM oferuje trzewiki sekcyjne w trzech stopniach automatyzacji:
Weber
KündigBIESSE SANDAlternatywne terminy
|
Zdjęcia
Broszury produktów i prospekty (1)

 395,79 KBSteuerschema SegmentschleifschuhCOSTA LEVIGATRICI
395,79 KBSteuerschema SegmentschleifschuhCOSTA LEVIGATRICI